{kind=link}
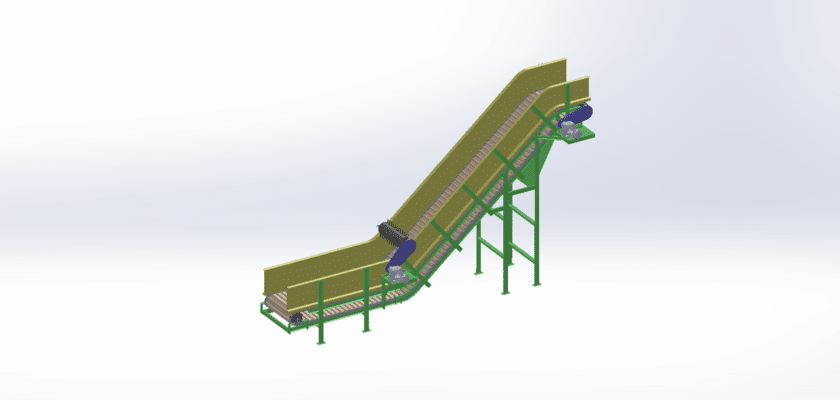
Сайт Цепной конвейер — это прочная система обработки материалов, предназначенная для эффективной транспортировки тяжёлых и сыпучих материалов в различных промышленных условиях. Благодаря цепному механизму этот конвейер идеально подходит для условий, требующих перемещения крупногабаритных или тяжёлых предметов, обеспечивая надёжность и долговечность.
Ключевые особенности:
- Цепной механизм: Конвейер работает с использованием ряда взаимосвязанных звеньев цепи или планок, обеспечивающих высокую прочность и устойчивость. Этот механизм специально разработан для работы с большими грузами, что делает его пригодным для использования в таких отраслях, как обрабатывающая промышленность, автомобилестроение и горнодобывающая промышленность.
- Структура рамы: Рама, изготовленная из высокопрочной стали или алюминия, обеспечивает устойчивость и долговечность. Конструкция разработана для выдерживания нагрузок, возникающих при непрерывной эксплуатации и транспортировке тяжёлых материалов.
- Узел привода: приводной механизм включает в себя двигатель, звёздочки и систему передач, обеспечивающую необходимую мощность для движения цепи. Этот узел обеспечивает постоянную скорость и надёжную работу, что критически важно для эффективной обработки материалов.
- Система натяжения: Регулируемый механизм натяжения цепи встроен в конвейер и обеспечивает её оптимальное натяжение, предотвращая проскальзывание и обеспечивая плавную работу. Правильное натяжение крайне важно для долговечности конвейерной системы.
- Опорные ролики и направляющие: Конвейер оснащен опорными роликами и направляющими, которые помогают поддерживать выравнивание цепи и снижают трение во время работы, что еще больше повышает эффективность и сводит к минимуму износ компонентов.
- Функции безопасности: Конвейер разработан с учетом требований безопасности и оснащен кнопками аварийной остановки, защитными ограждениями и доступными точками обслуживания, что обеспечивает безопасную рабочую среду для операторов.
- Модульная конструкция: Цепной конвейер часто имеет модульную конструкцию, что позволяет легко настраивать его и интегрировать в существующие производственные линии, что делает его адаптируемым к конкретным эксплуатационным потребностям.